



Лазерна обработка на двигател с фиби Carman Haas
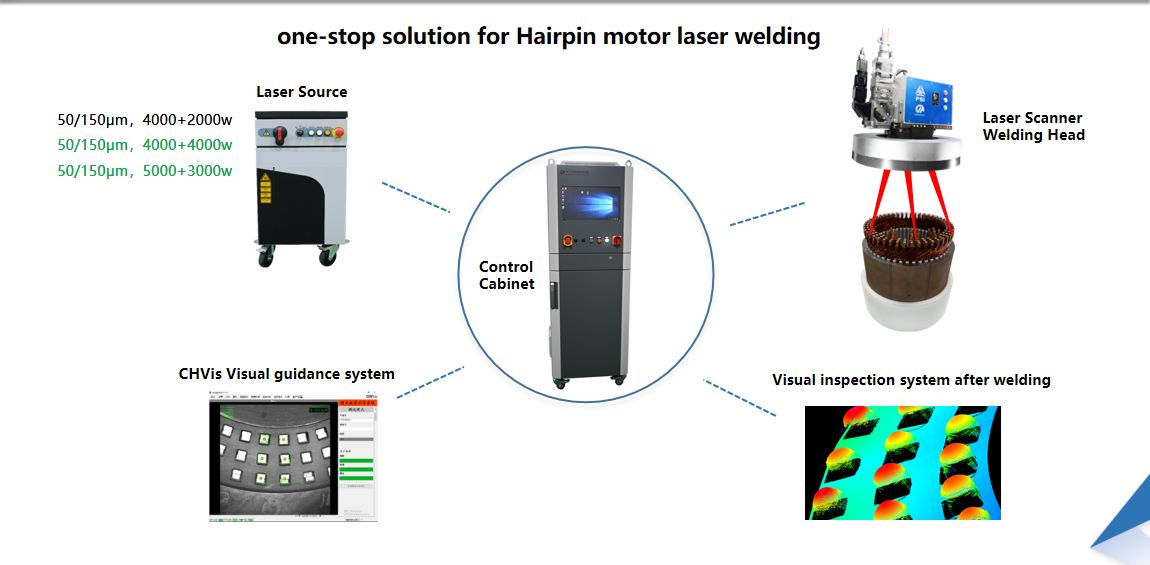
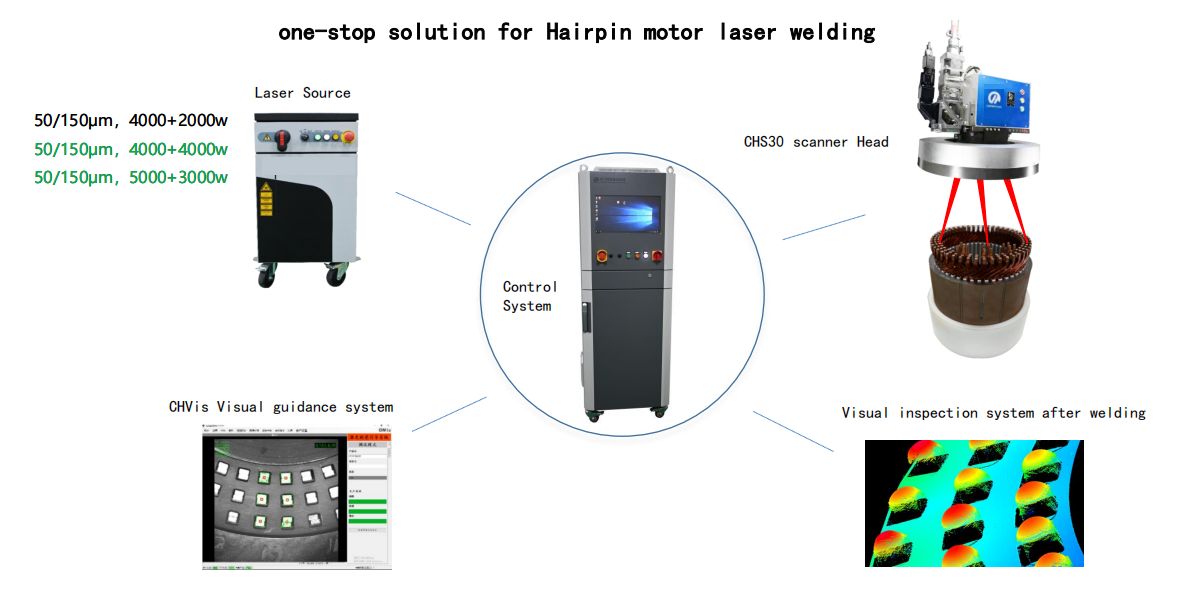
Новата енергийна индустрия е в период на бързо развитие, все повече клиенти са ангажирани в производството на двигатели тип „фиба“. Carman Haas разработи тази система за лазерно сканиране и заваряване с двигател тип „фиба“ в отговор на проблемите и нуждите, с които се сблъскват клиентите в производството. Нуждите на клиентите са обобщени и включват главно следните четири точки:
1: Търсенето на производствена ефективност, което изисква бързи удари и максимална съвместимост с места за заваряване с отклонение, за да се подобри процентът на еднократно преминаване;
2: Изискването за качество на заваряване, продуктът има стотици заваръчни точки, изисква високо качество на заваръчните точки и консистенция на външния вид, както и ниско разпръскване по време на процеса на заваряване;
3: Решението за лоши заваръчни петна, как да се поправят при възникване на видове повреди, като например пръски от заваръчни петна и малки заваръчни петна;
4: Търсенето на възможности за проверка на проби, пробното производство на концептуални нови образци, производството на малки партиди образци от OEM производители, както и разработването и тестването на лазерни заваръчни процеси, изискват лаборатория с множество комплекти машини за проверка на проби и богат опит в тази област.
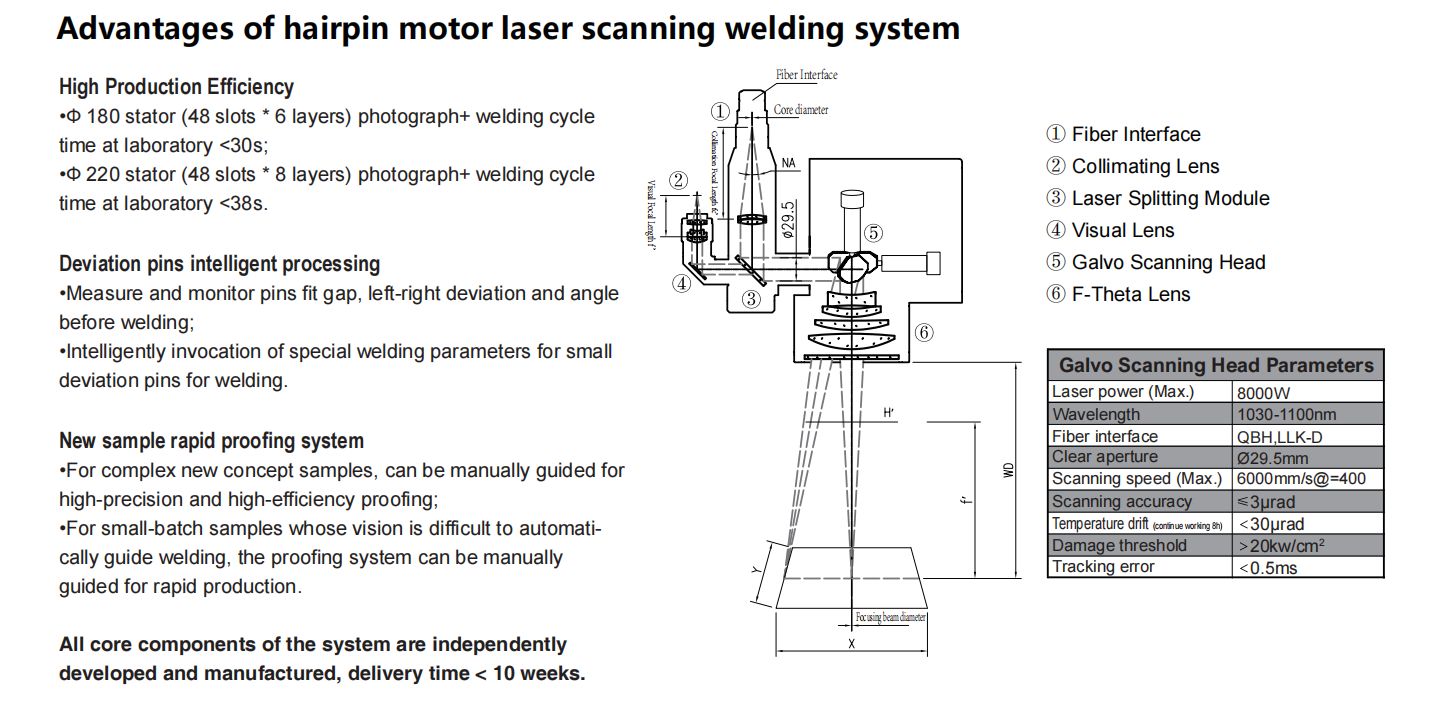
Висока производителност
1. Тип на продукта: Ф220 мм, размер на щифтовата тел, гола мед, 3,84*1,77 мм, 48 слота * 4 слоя, общо 192 точки на заваряване, общо време на цикъла: Снимане + лазерно заваряване <35 секунди;
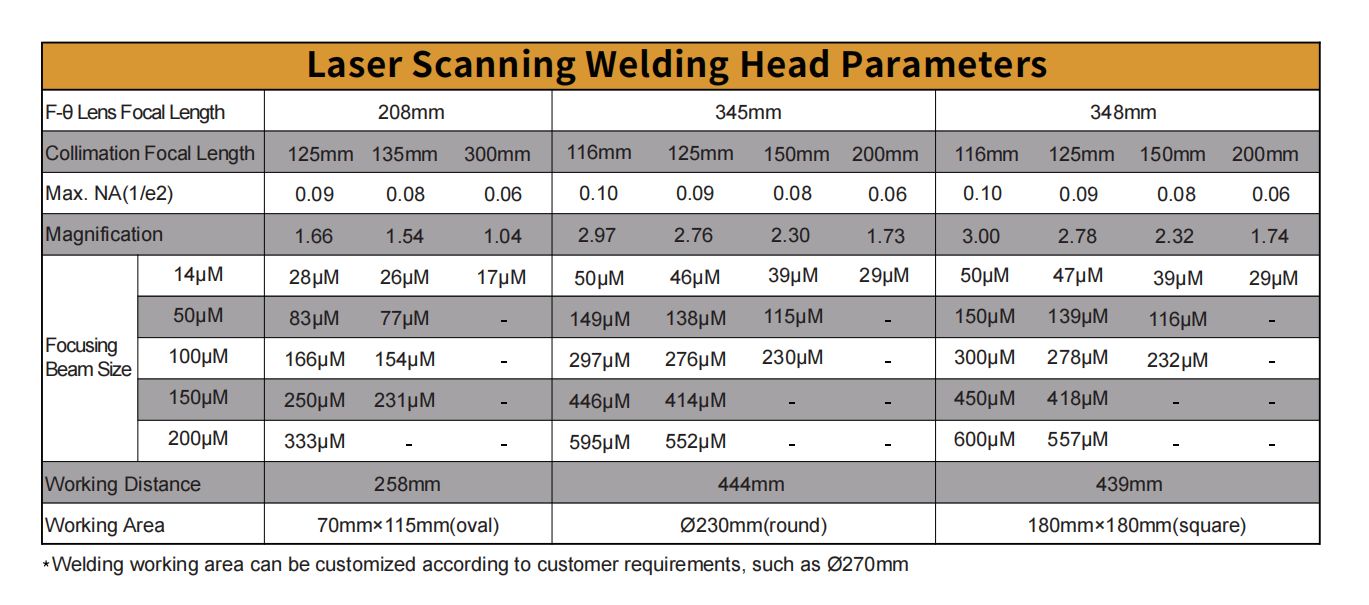
2. Зона на сканиране Ф230 мм, нито продуктът, нито заваръчната глава трябва да се местят;
3. Ориентационно разработена система за зрение CHVis: Широка гама от снимки, висок процент на успех, висока точност;
4. Високомощно лазерно заваряване: заваряване на щифт със същата спецификация за постигане на същия заваръчен ефект, 6000 W отнема 0,11 секунди, 8000 W отнема само 0,08 секунди.
Преработка на същата станция
1. Пръски и малки заваръчни петна могат да бъдат преработени с помощта на CHVis;
2. CHVis функция за визуална обработка: Преработка на лоши или липсващи заваръчни точки.
Интелигентна обработка на заваръчни точки
1. Измерване на отклонението на щифтовата тел преди заваряване: Системата за зрение CHVis следи разстоянието, лявото и дясното отклонение, ъгъла, площта и други състояния на щифтовете след затягане;
2. Интелигентна обработка на отклоненията на заваръчните точки. Автоматично идентифициране на отклоненията на заваръчните точки и извикване на съответните параметри за заваряване;
Функция за компенсация на позицията
Последователност на външния вид на заваръчните петна:
• Феноменът на отклонение на главата, причинен от наклоненото падане на лазера, може да бъде компенсиран чрез позиция;
• Може да се компенсира отделно в радиална и тангенциална посока;
• Компенсацията може да се извършва и независимо за всяка точка на заваряване
Контрол на качеството след заваряване
1. OK/NG сканиране на облачно изображение на заваръчни точки: откриване на видове повреди, като например заваръчни ями, остри ъгли, отклонения на заваръчните точки и липсващи заваръчни точки; изпращане на местоположенията на неуспешните заваръчни точки към PLC и оператора;
2. Откриване на разлика във височината преди заваряване.
Силна лабораторна устойчивост
1. Няколко комплекта машина за проверка на двигателя;
2. Система за проверка на визуални насоки;
3. Висок производствен капацитет за еднодневна проверка.
Система за зрение CHVis, разработена от Carman Haas за ориентиране.
Продукт: 48 слота x 4 слоя, общо 192 места за заваряване, правене на снимки + заваряване: 34 секунди

